The financial case for proactive maintenance is straightforward. According to the DOE/FEMP Operations & Maintenance Best Practices Guide, reactive maintenance costs an estimated $18 per horsepower per year, compared to $13/hp/year for preventive maintenance and just $9/hp/year for predictive maintenance — a difference that adds up fast across a multi-conveyor facility.
This guide covers why structured maintenance matters, the four core maintenance types, how to recognize early warning signs before failure, and a practical schedule you can implement immediately.
Key Takeaways
- Small conveyor problems left unaddressed compound quickly into costly, unplanned downtime
- Four maintenance approaches exist: preventive, corrective, predictive, and major overhaul — each fits different risk levels and operations
- Early warning signs include belt mistracking, unusual noise, slippage, carry-back, and rising energy consumption
- A structured maintenance schedule covering daily checks through annual overhauls is the most cost-effective way to protect belt life and uptime
Why Conveyor Belt Maintenance Matters
In warehouses and distribution centers, even a brief unplanned shutdown can cascade quickly. A single seized idler that goes uninspected becomes a torn belt cover. A torn belt cover becomes an emergency repair window. That repair window becomes missed shipments and re-scheduled labor.
The Performance and Cost Case
The DOE/FEMP data makes the financial argument: preventive maintenance delivers an estimated 12%–18% cost savings over reactive-only approaches. For facilities running multiple conveyor lines, that gap translates directly to maintenance budget.
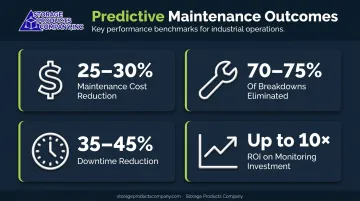
Predictive maintenance pushes those savings further. A properly functioning condition-monitoring program can:
- Reduce maintenance costs by 25%–30%
- Eliminate 70%–75% of breakdowns
- Cut downtime by 35%–45%
- Deliver up to 10x ROI on the monitoring investment
A well-maintained belt runs at consistent tension and speed, keeping throughput stable and motor loads predictable. A degraded belt does the opposite: it draws more current, moves less material, and wears components at an accelerated rate that often goes unnoticed until a line stoppage forces attention.
The Safety Dimension
Conveyor safety is a regulatory matter, not just an operational one. Two federal standards govern the basics: OSHA 29 CFR 1910.212 requires machine guarding against ingoing nip points and rotating parts, while 29 CFR 1910.147 governs lockout/tagout procedures during servicing.
OSHA's accident database contains over 1,393 recorded incidents tied to "Conveyor Belt," including fatal caught-in and crushed-by cases as recently as 2023 and 2024. Worn, misaligned, or improperly guarded belts create real liability — and facilities without a documented maintenance program have little defense when incidents are investigated.
Types of Conveyor Belt Maintenance
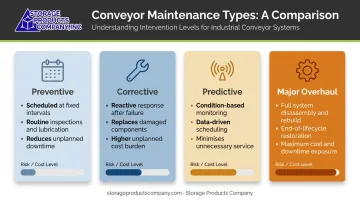
No single approach fits every facility. The right maintenance mix depends on operational intensity, material type, belt age, and how much downtime risk the operation can tolerate.
Preventive (Routine) Maintenance
Preventive maintenance is the foundation: scheduled inspections and upkeep tasks performed on a fixed cadence, regardless of whether a problem is visible. The goal is catching wear before it becomes failure.
Typical preventive tasks include:
- Belt tension checks and adjustment
- Roller and bearing lubrication
- Scraper and cleaner position checks
- Visual inspection of belt surface, splices, and alignment
- Inspection of drive components and guarding
This approach is well-suited to lower-intensity operations, newer systems, or facilities with consistent, predictable load profiles. For most warehouses and distribution centers, preventive maintenance forms the core of the program.
Corrective (Reactive) Maintenance
Corrective maintenance addresses failures after they occur — replacing a seized roller, repairing a belt tear, or correcting a tracking deviation that's already causing spillage.
The problem with relying heavily on reactive maintenance: emergency repairs cost more, require longer downtime windows, and frequently expose secondary damage. A seized idler that wasn't caught early often damages the belt cover running over it — one missed inspection becomes a roller replacement plus a belt repair.
Corrective maintenance isn't avoidable entirely. It should be the exception, not the strategy.
Predictive (Condition-Based) Maintenance
Where corrective maintenance reacts to failures, predictive maintenance works to prevent them. It uses real-time or periodic monitoring of performance indicators — vibration signatures, heat signatures from thermal imaging, motor amperage trends, and belt tension readings — to detect degradation before failure occurs.
This approach is most valuable for:
- High-utilization or critical-path conveyor lines
- Facilities where unplanned downtime carries significant cost
- Operations that can justify investment in monitoring hardware and software
DC Velocity reported as early as 2018 that predictive maintenance was gaining traction in connected distribution centers through sensors and analytics platforms. Adoption has continued to grow as monitoring hardware becomes more affordable and easier to deploy.
Major (Overhaul) Maintenance
Overhaul maintenance goes deeper than routine tasks, targeting components with defined service-life limits. It includes:
- Draining and flushing gearbox reducers
- Replacing pulley lagging (polyurethane lagging has a maximum service life of roughly five years; smooth ceramic lagging can last 20 years or more in comparable applications, per Flexco)
- Replacing motors based on hour-of-operation tracking
- Full-system inspection under both zero-load and full-load conditions
Skipping overhaul cycles tends to result in multiple components failing in close succession — a predictable and expensive outcome for facilities that defer this work too long.
Common Signs Your Conveyor Belt Needs Maintenance
Observable warning signs often appear before a belt fails outright. Knowing what to look for — even when the system seems to be running — is the difference between a scheduled repair and an unplanned shutdown.
Belt Tracking and Alignment Issues
Belt mistracking — where the belt drifts off-center during operation — is one of the most common problems and one of the most damaging if left uncorrected.
Visible signs include:
- The belt riding up on one side of the frame
- Material spilling from one edge during transport
- The belt rubbing visibly against the conveyor structure
Causes include misaligned idlers, damaged pulleys, uneven material loading, or a crooked splice. When correcting tracking, adjusting return idlers (rather than take-up or tail pulleys) is the right starting point. Tail pulley adjustment should be a last resort — moving it first often worsens the drift rather than fixing it.
Unusual Noise, Vibration, or Belt Slippage
Noise during operation is one of the most reliable early-warning indicators available without any monitoring equipment:
- Grinding — likely bearing failure or debris caught in the mechanism
- Squealing — often belt slippage from insufficient tension or worn pulley lagging
- Rhythmic thumping — typically a splice issue or a damaged section of belt passing over rollers
Belt slippage shows up as the belt visibly lagging behind the drive pulley, or as the motor drawing more current without a corresponding increase in output. Common causes include worn lagging, contamination (oil, moisture, or dust) on belt or pulley surfaces, or inadequate belt tension.
A slipping belt wears out both the belt surface and the pulley lagging at the same time — accelerating replacement costs on two components at once.

Visible Wear, Damage, or Carry-Back
During routine inspections, look for:
- Cuts, cracks, or exposed carcass on the belt surface
- Groove marks across the top cover (often caused by over-tensioned scrapers pressing into the belt)
- Edge fraying from chronic mistracking
- Material buildup on return rollers — the signature of carry-back
Carry-back occurs when material sticks to the belt past the head pulley instead of discharging cleanly, then accumulates under the return run. It creates material buildup under the structure, slip hazards, and accelerated wear on return idlers and the belt underside.
Scraper performance matters here. According to Flexco, primary cleaners mounted at the head pulley typically remove 60%–70% of initial carry-back; adding secondary cleaners can raise cleaning efficiency to more than 90%. Worn or improperly tensioned scrapers are the leading cause of carry-back problems.
Increased Energy Use or Frequent Stoppages
A degraded conveyor system often signals trouble through operational metrics before visible damage is obvious:
- The drive motor draws noticeably more current for the same load
- Throughput slows without a corresponding change in product volume
- The system requires more frequent manual resets or interventions
When stoppages that once cleared with a quick reset start happening repeatedly, temporary fixes have run their course. Schedule a root-cause inspection before the next failure pulls an entire shift offline.
Conveyor Belt Maintenance Schedule
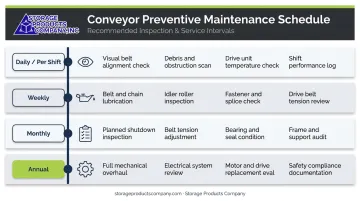
The schedule below covers general best-practice intervals for warehouse and distribution center conveyor systems. Actual frequency depends on operational intensity, material type, and system age — all three of which can significantly accelerate wear.
| Interval | Key Tasks |
|---|---|
| Daily / Per Shift | Visual inspection of belt surface for cuts, wear, or debris; check for unusual noise or vibration; verify belt is tracking centered; look for spillage or slippage; inspect scraper position and tension |
| Weekly | Lubricate roller bearings; inspect idlers and rollers for seized or damaged units; clean dust containment systems; remove debris buildup from return rollers; check loading and transfer points for worn skirting seals |
| Monthly | Shut-down inspection of belt, pulleys, splices, fasteners, impact beds, and drive system; lubricate bearings and moving parts per manufacturer guidelines; verify and adjust belt tension; repair belt damage per OEM specifications; inspect and replace worn scrapers |
| Annual | Full mechanical and electrical overhaul — drain and flush gearbox reducers; inspect and replace motors based on hour-of-operation tracking; replace lagging as needed; run belt under empty and full load to identify anomalies; test all emergency stop systems; review maintenance logs for recurring patterns |
Adjusting Intervals for Your Operation
The schedule above assumes moderate-use with standard materials. Two conditions require tightening those intervals:
- Continuous-operation or high-throughput conveyors should repeat daily tasks every shift and move weekly tasks to two or three times per week
- Corrosive, abrasive, or moisture-heavy environments demand closer attention to bearing seals, component coatings, and structural wear — per Roach Conveyors' technical guidelines, bearings exposed to dirty, dusty, moist, or wet conditions should be lubricated weekly
Storage Products Company has worked with warehouses and distribution centers across Alabama and the Southeast for over 43 years. That experience includes helping operations assess their specific conveyor systems and dial in the right maintenance intervals based on equipment age, material type, and throughput demands.
Conclusion
Conveyor belt maintenance is an investment in operational continuity, not a cost center to minimize. The gap between a proactive maintenance program and a reactive one shows up in unplanned downtime, emergency repair invoices, shortened equipment life, and — in the worst cases — worker safety incidents.
Facilities that consistently hit that balance typically rely on the same core framework:
- Daily visual checks to catch misalignment, wear, and spillage early
- Scheduled preventive tasks tied to manufacturer intervals and run-hour tracking
- Condition-based monitoring where sensor data or inspection findings drive the timing
- Periodic overhauls that reset wear components before failure becomes the trigger
The right mix depends on your system's load, speed, and material type — but the structure itself is non-negotiable.
Storage Products Company has spent more than 43 years helping warehouses and distribution centers across the Southeast evaluate, source, and maintain the right material handling systems for their operations — including Roach Conveyor selection, installation, and the ongoing preventive maintenance support that keeps equipment running long after commissioning.
Frequently Asked Questions
What is conveyor belt maintenance?
Conveyor belt maintenance is the ongoing process of inspecting, cleaning, adjusting, lubricating, and repairing conveyor belt systems to ensure reliable operation and prevent unplanned downtime. The goal is catching developing issues early — before small problems like minor misalignment or debris buildup accelerate component wear and cause failure.
What is the conveyor preventive maintenance checklist?
A preventive maintenance checklist covers scheduled tasks at daily, weekly, monthly, and annual intervals — including belt tracking checks, roller lubrication, scraper inspection, tension adjustment, and component replacement. Tasks and frequencies should be tailored to the system type, material handled, and operating environment.
What are common conveyor belt problems?
The most frequent issues are belt mistracking and misalignment, belt slippage, material carry-back on return rollers, debris accumulation, seized or damaged idlers, and belt surface wear from improper scraper tension or repeated product impact at transfer points.
What causes conveyor belt misalignment?
Misalignment typically results from misaligned or damaged idlers, uneven material loading, skewed or worn pulleys, deteriorated splices, or uneven belt tension. Corrective action usually starts with adjusting return idlers — adjusting the tail or take-up pulley first often worsens the problem rather than resolving it.
How often should conveyor belts be replaced?
Replacement intervals vary based on material type, load intensity, and maintenance quality. Well-maintained belts in moderate-use applications can last several years; belts in high-abrasion or continuous-operation environments may need replacement far sooner. Manufacturer guidelines and your facility's maintenance logs are the most reliable guides for scheduling replacement.
What does a conveyor maintenance technician do?
A conveyor maintenance technician performs routine inspections, lubricates and replaces components (rollers, idlers, pulleys, scrapers, and belts), and diagnoses operational issues such as mistracking or unusual noise. They also maintain detailed maintenance records and ensure the system operates safely within manufacturer specifications.