The cost of neglect is concrete. Unplanned downtime stalls order fulfillment. Safety incidents put workers at risk and trigger OSHA scrutiny. Emergency repair bills routinely exceed what a disciplined preventive program would have cost in a full year.
This guide covers the business case for proactive maintenance, the four core maintenance types, how to recognize when equipment is signaling a need for service, and a practical scheduling framework operations managers can apply immediately.
Key Takeaways
- Neglected MHE leads to higher repair costs, unplanned downtime, and preventable safety incidents.
- Four maintenance types form an effective program: preventive, corrective, predictive, and major/overhaul.
- Equipment signals service needs through performance drops, unusual sounds, visible wear, and rising energy use.
- Maintenance frequency should reflect actual usage intensity and environment — not just a calendar date.
- OEM-recommended service schedules and well-built equipment give any maintenance program a head start.
Why Material Handling Equipment Maintenance Matters
The Asset Value Argument
Well-maintained MHE performs closer to its rated capacity throughout its lifecycle. Poorly maintained equipment degrades faster and delivers less output per operating hour — a gap that widens until it triggers a crisis.
Research from Deloitte indicates that poor maintenance practices can reduce a productive asset's capacity by 5–20%. In a high-throughput warehouse running two or three shifts, that range translates directly to missed pick rates and delayed shipments.
For structural MHE like pallet racking and mezzanines, degradation is often invisible until a load-bearing component fails. Bent uprights, loose anchors, and worn beam connectors don't announce themselves — they accumulate until something collapses.
Safety and Compliance
OSHA and ANSI standards require regular inspections across multiple MHE categories:
- OSHA 1910.178 — mandates pre-operational inspection of powered industrial trucks before each shift
- ANSI MH16.1 — governs the inspection and repair of industrial steel storage rack
- ANSI MH30.1 — addresses dock leveling devices
Maintenance failures are a leading contributing factor in warehouse injuries. According to the Bureau of Labor Statistics, forklifts are involved in roughly 85 fatal and 34,900 serious injuries annually in the US — many traceable to equipment condition and inspection failures. Beyond the human cost, non-compliance carries fines, forced work stoppages, and significant liability exposure.
Preventive vs. Reactive Cost Reality
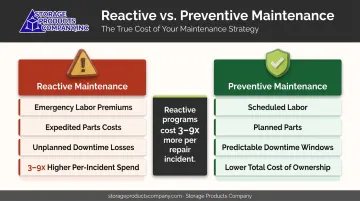
The cost gap between proactive and reactive maintenance is significant:
- Emergency repairs carry premium labor rates and expedited parts costs
- Unplanned downtime disrupts fulfillment windows and often triggers overtime labor elsewhere
- Reactive-only programs spend 3–9x more per repair incident than planned maintenance interventions
A well-maintained forklift can exceed its average useful life of 7–10 years considerably under disciplined preventive maintenance programs. The same logic extends to racking, dock equipment, and conveyors — the sections below address each category in detail.
Types of Maintenance for Material Handling Equipment
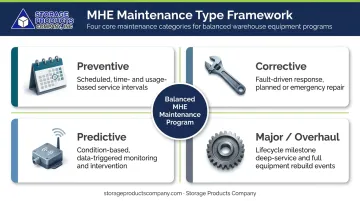
No single approach fits every piece of equipment or every operation. An effective MHE maintenance program deliberately mixes maintenance types based on equipment category, usage intensity, and risk tolerance.
Routine / Preventive Maintenance
Preventive maintenance (PM) is scheduled, time- or usage-based upkeep performed before failure occurs. For mobile equipment, typical PM tasks include:
- Fluid checks and lubrication
- Filter replacements
- Tire inspections
- Pre-shift safety walkthroughs
For structural MHE — racking, shelving, mezzanines, dock levelers — PM covers anchor integrity, beam-connector wear, structural member condition, and surface rust.
When PM is the primary approach: Facilities with predictable usage patterns and moderate risk tolerance. OEM-recommended service intervals set the baseline. High-usage environments (multi-shift operations, cold storage, dusty manufacturing floors) should compress those intervals.
Corrective / Reactive Maintenance
Corrective maintenance addresses identified faults or failures. Two types exist:
- Planned corrective — a known issue is logged and scheduled for the next available downtime window
- Unplanned emergency — a breakdown halts operations immediately and requires an urgent response
Over-relying on reactive maintenance is costly in multiple ways: higher per-incident repair costs, disrupted order fulfillment, and the safety exposure of operating degraded equipment. Corrective maintenance belongs in every program, but it should supplement preventive work — not replace it.
Predictive / Condition-Based Maintenance
Predictive maintenance uses real-time equipment condition data — telematics, vibration analysis, infrared thermography, IoT sensors — to flag components approaching failure before they actually fail. Rather than servicing on a fixed schedule, service is triggered when equipment condition warrants it.
The upfront investment in monitoring technology is real, but the returns are concrete: fewer unnecessary PM interventions on equipment that doesn't yet need service, and early warning on high-risk failures before they become emergencies. For high-value or mission-critical MHE in large distribution centers, predictive maintenance increasingly makes financial sense.
Major / Overhaul Maintenance
Major maintenance is a comprehensive deep-service or component replacement event — driven by cumulative operating hours, age milestones, or a pattern of recurring corrective issues pointing to systemic wear. Examples include full hydraulic system overhauls on forklifts, structural integrity recertification for pallet racking systems, or complete drive-system rebuilds on VRC lifts.
Overhaul decisions require an economic life calculation. When the cost of a major overhaul approaches the cost of replacement, a trade-up becomes financially logical. Consult with a trusted equipment provider when assessing that threshold — residual asset value, remaining parts availability, and lead times on replacements all shift the calculation in ways that aren't obvious on the surface.
Warning Signs Your Material Handling Equipment Needs Maintenance
Early intervention is almost always cheaper than delayed action. The challenge is recognizing the signals before they become breakdowns.
Performance and Output Changes
Gradual degradation is easy to miss without documented baselines. Watch for:
- Slower cycle times on powered equipment (forklifts, VRC lifts, conveyors)
- Reduced lift capacity or pressure loss in hydraulic systems
- Conveyor belts slipping, misaligning, or running inconsistently
- Increasing energy consumption without a change in operational load
Without logged performance benchmarks — operating hours, output rates, energy consumption — gradual decline becomes invisible until it's significant. Track these consistently.
Unusual Behavior or Physical Signs
Sensory warning signs that warrant immediate attention:
- Sounds: Grinding, squealing, rattling, or clicking that wasn't present before
- Vibration: Excessive shaking in powered equipment during normal operation
- Heat: Unusual warmth near motors, hydraulic lines, or drive components
- Visible damage: Leaks, frayed cables, cracked forks, surface rust on structural members
For structural MHE — pallet racking, shelving, dock levelers, mezzanines — damage appears as visible bends in uprights, loose anchoring hardware, or rust on load-bearing members. What looks cosmetic can compromise rated capacity and create collapse risk.
Bent uprights and damaged beam connectors require immediate professional assessment. Scheduling them for "next quarter" is not an acceptable response.
Recurring Issues and Rising Maintenance Frequency
A single repair event is normal. A pattern is a warning:
- The same fault recurs within days or weeks of a fix
- Temporary repairs stop holding
- The frequency of corrective calls is accelerating
Document every maintenance event. A sudden spike in repair frequency is the most reliable early warning that a component is approaching end of serviceable life. At that point, a more comprehensive repair or replacement evaluation is warranted — not another temporary fix.
Material Handling Equipment Maintenance Schedule: General Guidelines
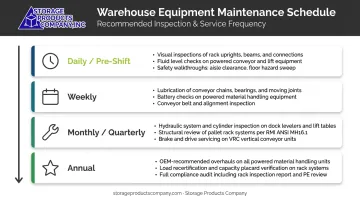
No universal schedule applies to all MHE. Optimal frequency depends on equipment type, daily usage hours, operational environment, and load intensity. The framework below is a calibrated starting point — not a template to copy without adjustment.
| Frequency | Tasks |
|---|---|
| Daily / Pre-Shift | Visual inspection of mobile MHE: fluid levels, tires, brakes, forks, lights, safety mechanisms. Quick walk of racking and dock equipment for visible damage. |
| Weekly | Lubricate chains and moving parts. Battery and charging system checks. Conveyor belt tension and alignment checks. |
| Monthly / Quarterly | Hydraulic system inspection. Full structural review of racking, shelving, and mezzanines. Dock leveler and VRC lift function tests. Brake servicing on mobile equipment. |
| Annual | OEM-recommended overhauls. Load capacity recertification for structural systems. Full OSHA/ANSI compliance audit across all MHE categories. |
Two Variables That Should Compress Your Schedule
High-usage environments (equipment running multiple shifts daily) accumulate wear faster than single-shift operations. OEM service intervals assume standard use; heavy use demands shorter cycles.
Harsh environments — cold storage, dusty manufacturing floors, outdoor dock areas with moisture exposure — accelerate component wear, corrosion, and seal degradation. Monthly tasks may need to become weekly. Annual overhauls may need to occur every six to nine months.
In both cases, compressing service intervals is a worthwhile investment in uptime, not unnecessary expense.
Storage Products Company works with operations across Alabama and the Southeast to audit existing MHE conditions and build maintenance frameworks suited to their specific environments — using factory-recommended procedures for each equipment type and application.
Conclusion
Material handling equipment maintenance is an operational investment that protects your workforce, extends equipment life, and keeps throughput predictable. Facilities that treat it as a priority reduce total cost of ownership and avoid the unplanned downtime that disrupts every operation downstream.
The right program balances all four maintenance types: preventive as the backbone, corrective as a responsive safety net, predictive tools when ROI justifies the cost, and scheduled overhauls to reset aging assets. A structured, documented plan is what separates reactive operations from resilient ones.
That resilience starts with the equipment itself. Storage Products Company has worked with warehouses, distribution centers, and manufacturing facilities across the Southeast for 43+ years — sourcing from multiple manufacturer lines and providing factory-recommended installation so every system is built to perform from day one. Reach out to discuss your current MHE setup and where a structured inspection or preventive maintenance program fits in.
Frequently Asked Questions
What does material handling equipment maintenance involve?
MHE maintenance covers inspections, lubrication, cleaning, part replacement, and safety checks across mobile equipment (forklifts, pallet jacks) and structural systems (racking, dock equipment, VRC lifts, mezzanines). The goal: prevent breakdowns, extend service life, and keep equipment operating safely at rated capacity.
Is material handling equipment the same as a forklift?
No. MHE is a broad category covering all equipment used to move, store, control, and protect materials — including forklifts, pallet jacks, conveyors, storage racking, shelving, dock equipment, VRC material lifts, and mezzanines. A forklift is one type within this much wider category.
What are the main types of material handling equipment?
MHE generally falls into three groups: transport and lifting equipment (forklifts, pallet jacks, hoists), storage and positioning equipment (pallet racking, shelving, mezzanines), and flow and transfer equipment (conveyors, dock levelers, VRC lifts). Each group has distinct maintenance requirements.
What types of maintenance are used for material handling equipment?
The four main types are preventive (scheduled upkeep before failure), corrective (repairs after a fault), predictive (condition-based monitoring via sensors and data), and major/overhaul maintenance (deep servicing at lifecycle milestones). Most effective programs combine all four based on equipment criticality and failure risk.
What should a preventive maintenance program for MHE include?
A PM program should include scheduled inspection intervals, task lists specific to each equipment type, a system for logging maintenance activities and findings, OEM-aligned service schedules, and clearly assigned responsibilities for operators and maintenance staff.
What safety best practices apply when maintaining material handling equipment?
Key safety practices include:
- Follow lockout/tagout (LOTO) procedures before servicing any powered equipment
- Use trained, qualified technicians for all inspections and repairs
- Remove from service and tag out any equipment that fails a pre-operational check
- Keep maintenance records current for OSHA/ANSI compliance


