Introduction
Modern warehouses and distribution centers move enormous volumes of material every shift. A mid-size fulfillment center might process tens of thousands of units daily — and every one of those units needs to travel from receiving dock to storage to pick station to shipping without unnecessary manual handling.
Conveyor systems are what make that possible at scale. But the wrong system choice carries real consequences: bottlenecks at peak hours, wasted floor space, higher labor costs, and workers stuck doing repetitive lifting that increases injury risk.
According to BLS data, warehousing and storage recorded 4.7 nonfatal injury cases per 100 full-time workers in 2023 — nearly double the private industry average of 2.4.
This guide covers:
- What industrial conveyor systems are and how they work
- The four main types and where each fits
- How to choose the right system for your operation
- The selection mistakes that lead to costly retrofits
Key Takeaways
- Industrial conveyor systems automate material movement within a facility, replacing or reducing manual transport
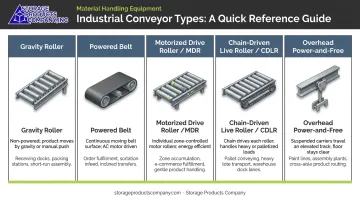
- The four primary types (belt, roller, chain, and overhead) each suit different loads, layouts, and throughput demands
- Match conveyor type to your load characteristics and facility layout — not price or familiarity
- Common mistakes: over-engineering the solution, ignoring peak demand, and skipping layout planning upfront
- Gravity roller sections can start under $100; installed systems typically budget around $1,500 per linear foot
What Are Industrial Conveyor Systems?
Industrial conveyor systems are mechanical handling systems — using belts, rollers, chains, or overhead tracks — that continuously move materials from one point to another within a facility. They replace or reduce the need for workers to manually carry, push, or fork goods between workstations, storage areas, and shipping docks.
These systems are not a single product category. The range is wide:
- Simple gravity roller sections costing under $100 per short section, requiring no power
- Powered belt conveyors for inclined transport and mixed unit loads
- Motorized drive roller (MDR) systems with zone-by-zone accumulation control
- Chain-driven live roller (CDLR) conveyors rated for pallet-scale loads
- Overhead power-and-free systems that suspend loads above the production floor
Beyond these core conveyor types, specialized systems handle specific bulk material applications: screw/auger conveyors for powders and granular materials, pneumatic conveyors for fine particles like cement or flour, and bucket conveyors for vertical elevation in agriculture and mining.
Common deployment environments include warehouses, distribution centers, manufacturing assembly lines, food processing plants, automotive facilities, packaging operations, and mining — any facility where materials move repeatedly through a defined path.
Why Conveyor Systems Matter for Industrial Operations
The Cost of Moving Materials Manually
Without conveyor systems, manual material movement drives up costs on multiple fronts. Workers travel long distances to move goods while forklifts navigate congested aisles, creating both delays and pedestrian safety hazards. Repetitive lifting adds injury exposure that directly hits attendance, turnover, and workers' compensation costs.
NIOSH ergonomic guidelines note that manual material handling contributes to a large share of the more than 500,000 musculoskeletal disorder (MSD) cases reported annually in the US. MSDs — strains, sprains, and repetitive motion injuries — are both a safety problem and a throughput problem. When workers are injured or accommodated, productivity gaps get covered by overtime or additional headcount.
What Conveyors Actually Fix
Those injury and inefficiency costs are exactly what conveyor systems are designed to cut. By removing workers from the highest-exposure tasks — repetitive lifting, carrying between fixed points, and metering product onto vehicles or sorters — conveyors deliver measurable operational gains:
- Fewer injury incidents and lower workers' comp exposure
- Consistent throughput regardless of staffing levels or fatigue
- Better space utilization by eliminating wide forklift aisles in pick areas
- Reduced product damage from manual handling errors
The global conveyor system market reflects this demand — projected to grow from $10.44 billion in 2024 to $14.81 billion by 2030 driven by rising labor costs, e-commerce volume growth, and nearshoring pushing manufacturers to move more product with leaner teams.
Types of Industrial Conveyor Systems
No single conveyor type suits every application. What you're moving, how far, at what volume, and what your facility layout allows — those factors should drive the decision, not which system is most familiar or most automated.
Belt Conveyors
A belt conveyor is a continuous loop of flexible belting stretched between two or more pulleys, driven by an electric motor. Materials rest on top and travel with the moving belt — no rigid flat base required. That's the key advantage: the flat, continuous surface supports fragile or irregularly shaped items that can't span multiple contact points.
Best suited for: Light to medium-weight goods in warehouses, distribution centers, and packaging lines. Inclined and declined runs with cleated or textured belting handle bulk materials in mining and agriculture. The Roach 751RB, for example, carries up to 1,200 lbs at speeds up to 35 FPM standard (300 FPM for special applications) on a 1 HP motor.
Strengths:
- Simple, well-understood, and easy to maintain
- Handles a wide variety of unit load types
- Speed adjustable with variable frequency drives
Limitations: Cannot accumulate product — items cannot stop while the belt moves without damage risk. Not ideal for precise part positioning or very heavy, uneven loads.
Roller Conveyors
Where belt conveyors excel with fragile or irregular items, roller conveyors are built for rigid, flat-bottomed loads that need controlled movement and accumulation. A series of cylindrical rollers mounted on a fixed frame supports loads across multiple contact points — either by gravity on a slight decline, or via motor-driven rollers in powered (live) configurations.
That multi-point contact enables zero-pressure accumulation (ZPA) in motorized drive roller (MDR) configurations, meaning zones can stop and hold product without items colliding or backing up — something belt systems simply can't do.
Best suited for: Rigid cartons, totes, and pallets in distribution centers and e-commerce fulfillment. Gravity rollers work well on short, low-traffic runs. MDR systems handle high-volume sortation and accumulation in busy DC environments.
Strengths:
- Gravity versions require no power and minimal maintenance
- MDR systems enable zone control, accumulation, and sortation integration
- Hytrol's E24i MDR system operates at 24V DC with typical draw of 1.0A per motor — a meaningful energy efficiency advantage over AC systems that run continuously
- Scalable from simple gravity spurs to fully automated sortation lines

Limitations: Loads must have a rigid, flat base. Bags, drums, and irregularly shaped items require carriers or trays. Gravity rollers can cause impact damage if loads collide on a decline.
Chain Conveyors
Standard roller systems top out where chain conveyors begin. When loads are measured in hundreds of pounds per roller — pallets, castings, automotive skids, drums — chain-driven systems provide the load capacity and durability that belt and roller conveyors can't match.
One or more strands of chain run along a fixed track, carrying loads through direct chain contact or via fixtures and skids. Chain-driven live roller (CDLR) conveyors combine chain drives with rollers to power heavy unit loads across a roller surface. The Roach 251CDLR carries up to 540 lbs per roller at 35 FPM on a 3/4 HP motor.
Best suited for: Heavy unit loads in manufacturing facilities, automotive plants, and heavy industrial operations. Pallet handling lines, 90-degree transfers, and accumulation zones where load weights and long operational hours demand a robust solution.
Strengths:
- Extremely high load capacity
- Handles uneven or irregular load bases that other conveyor types cannot
- CDLR configurations allow accumulation of pallet-scale loads
Limitations: Slower than belt and roller systems. Requires regular chain lubrication and wear monitoring. Not appropriate for light or fragile goods.
Overhead Conveyors
All three conveyor types above compete for floor space. Overhead conveyors eliminate that constraint entirely by using the one resource floor-mounted systems can't touch: the vertical air space above the production floor.
A track-mounted system — using enclosed track, I-beam, monorail, or power-and-free configurations — suspends loads from trolleys above the work area and moves them along an overhead path via a motor-driven chain. The floor stays clear for workers, forklifts, and other equipment while materials move continuously overhead.
Best suited for: Automotive assembly and paint finishing operations, garment handling, and manufacturing facilities with limited floor space. Power-and-free configurations handle parts that need to stop, buffer, sequence, and re-route — common requirements in paint booths and curing ovens.
Strengths:
- Maximizes floor space utilization
- Power-and-free systems allow complex routing, buffering, and sequencing
- Supports integration with robotic loading and unloading
Limitations: Higher installation complexity and upfront cost. Requires adequate ceiling clearance and structural support. Difficult to reconfigure once installed.
How to Choose the Right Industrial Conveyor System
Start With Load Characteristics
This is where most selection errors happen. Define the weight, dimensions, base shape, and fragility of items being moved before evaluating any conveyor type.
- Fragile or irregularly shaped items → belt conveyor
- Rigid cartons and totes requiring accumulation → MDR roller conveyor
- Pallets and heavy industrial loads → chain/CDLR
- Parts moving through assembly or finishing overhead → overhead conveyor
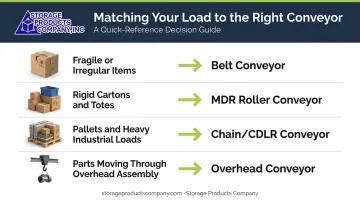
Mismatching load to conveyor type is the most common — and most expensive — selection error.
Layout, Distance, and Space Constraints
Determine whether the run is horizontal, inclined, or needs to bypass floor-level obstacles. Facilities with limited floor space may justify the higher upfront cost of an overhead system. Long horizontal runs with directional changes require flexible routing solutions.
AutoCAD-based layout planning is essential here. Storage Products Company produces scaled plan views showing exactly how a conveyor system integrates with existing pallet racking, mezzanines, and dock equipment — before anything is ordered. On multi-system projects, that visual coordination prevents costly field conflicts between trades.
Throughput Volume and Speed Requirements
Match the system to your volume tier:
- High-volume DCs processing thousands of cartons per hour need MDR systems with accumulation zones and sortation integration
- Lower-volume manufacturing or shipping lines achieve their goals with simpler belt or gravity roller configurations
Size for peak demand, not average throughput. A system that handles a typical Tuesday will fail on a Black Friday peak.
Total Cost of Ownership
| System Type | Cost Reference | Notes |
|---|---|---|
| Gravity roller | From ~$47–$100 per short section | Product cost only; low maintenance |
| Motorized overhead | ~$100–$400 per linear foot | Simple motorized; scope varies |
| Installed conveyor (general) | ~$1,500 per linear foot | Broad integrator benchmark |
| Powered belt / MDR / CDLR | Varies by load, motor, controls | Use cost drivers, not fixed ranges |
A gravity roller system has low upfront cost but may require more labor to move goods and cannot accumulate. An MDR system costs more to install but reduces long-term labor costs and error rates. The right comparison is total cost over three to five years — not line-item purchase price.
Storage Products Company provides factory-recommended installation for Roach Conveyor systems through insured installers, with full project management for phased and multi-trade facility build-outs across Alabama and the Southeast.
Common Mistakes to Avoid
Even well-intentioned conveyor projects run into trouble when a few key planning steps get skipped. These three mistakes account for most post-installation regrets:
- Over-engineering the solution — Selecting the most automated system available when a simpler, correctly matched system delivers the same throughput at lower cost. This happens when vendor demos drive selection instead of an honest analysis of actual load types and volumes.
- Ignoring peak demand and product mix changes — Designing for current average loads without accounting for seasonal peaks, SKU mix shifts, or growth. A system sized for today's averages can be overloaded within a year as volumes climb or product profiles shift.
- Skipping layout planning — Conveyor systems are relatively static once installed, and reconfiguration is expensive. Skipping the AutoCAD layout step — and the space, clearance, and integration review it enables — leads to systems that disrupt workflow, block forklift paths, or can't expand when the operation scales.

Conclusion
Choosing the wrong conveyor system — based on price alone or habit — leads to underperformance, unplanned downtime, and retrofits that cost more than getting it right the first time. Belt, roller, chain, and overhead conveyors each solve different problems, and the right choice depends on your specific loads, layout, and throughput demands.
Before committing to a system, work through these four steps:
- Define your load characteristics (weight, dimensions, fragility, temperature sensitivity)
- Map your facility layout and identify any elevation changes or tight turns
- Establish throughput requirements at peak demand, not average demand
- Assess integration needs with existing dock equipment, racking, and mezzanines
Storage Products Company has worked with warehouses, distribution centers, and manufacturing facilities across the Southeast for over 43 years — representing Roach Conveyors alongside a full portfolio of material handling equipment. From AutoCAD layout design through installation and post-installation support, the team can help you match the right conveyor system to your real operational demands, not just what's in a catalog.
Frequently Asked Questions
What are industrial conveyor systems?
Industrial conveyor systems are mechanical handling systems that use belts, rollers, chains, or overhead tracks to continuously move materials within a facility. They reduce manual labor and improve throughput consistency across manufacturing, warehousing, and distribution operations.
What are the main types of industrial conveyor systems?
The four primary types are belt, roller, chain, and overhead conveyors. Specialized systems — including screw, pneumatic, and bucket conveyors — serve specific bulk material handling applications in agriculture, mining, and food processing.
How much does an industrial conveyor system cost?
Installed conveyor systems benchmark around $1,500 per linear foot, though gravity roller sections start under $100 per short section and motorized overhead systems typically run $100–$400 per linear foot. Total cost of ownership — factoring in maintenance and labor savings — matters more than purchase price alone.
How much power does an industrial conveyor system use?
Power draw depends on motor size, load weight, speed, and conveyor length. A typical AC belt conveyor like the Roach 751RB runs on a 1 HP, 230/460V motor; CDLR systems use approximately 3/4 HP; and MDR systems at 24V DC draw as little as 1.0A per motor — among the most energy-efficient options for distribution centers.
What industries use industrial conveyor systems?
Manufacturing, warehousing and distribution, automotive assembly, food and beverage processing, mining, agriculture, pharmaceuticals, and packaging are the primary users. Any operation requiring the repeated, reliable movement of materials through a defined path can benefit from a conveyor system.
How do I maintain an industrial conveyor system?
Regular maintenance covers belt, roller, chain, and motor inspections; lubrication; misalignment checks; and keeping spare parts on hand. Scheduled preventative maintenance at manufacturer-recommended intervals costs far less than unplanned downtime from deferred servicing.